Is the temperature in which the steel transforms to another crystal form. In the case of heat treating for the purpose of case hardening this crystal form is Austenite [Gamma iron], which occurs between 912 C and 1394 C depending on the carbon and alloy content of the steel being heated.
Case Depth
Case Depth is a resulting measurement of the depths from the surface in which the steel has been hardened. This is obtained by using a microhardness tester.
Laser Heat Treat Metallographic Profile
Lighter portion is the hardened case, which takes on a higher polish.
Pre-Coating
Pre coating is the application of an absorbing paint [black] or a blackening process such a black oxide to the surface in order to achieve more optical absorption. This is typically used when CO2 lasers are employed.
Solid-State
Solid-state are electrical components, devices, and systems, which are based entirely on the semiconductors, such as transistors, chips and bubble memory. The Diode or Semiconductor-based lasers are solid state, since the optical medium is solid semiconductor material.
In-Situ Temperature Control
In-situ temperature control is a technique in which the temperature is measured on the surface at the same place as where the laser beam is being applied to the surface. Therefore a “real time” temperature measurement is being made. This information, which is obtained electronically, can be used in a control loop to control the temperature via a electronic [hardware/software] feed back loop, thus achieving in situ temperature control.
Autongenous Welding
A fusion welding process using heat without the addition of filler metal to join two pieces of the same metal.
Key-Hole
A method of laser welding in which a high-power and high-brightness, continuous-wave laser beam creates a vapor cavity in the part to be welded, which is then back filled in with liquid metal surrounding the vapor cavity as the laser beam moves across the part. The technique produces a fast, narrow butt or lap weld up to an inch thick.
E-Beam
E-beam welding uses a high power Electron beam that is focused onto the work piece. All this has to be performed in a vacuum chamber. The electron beam is produced by heating a filament, similar to what occurs in a TV CRT, but extra energy is applied via high voltage and high current sources. This stream of electrons is modified by a focusing/deflection coil, which sharply impinges these electrons onto the work piece piece. The combination of accelerating voltage, beam current, focus, deflection, and work piece feed rate produces the desired keyhole weld penetration.
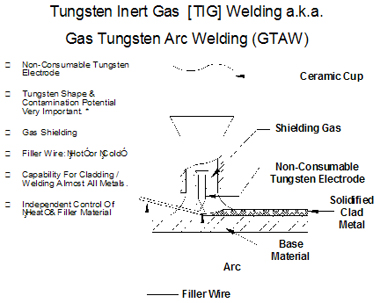
GTAW and TIG
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area is protected from atmospheric contamination by a shielding gas (usually an inert gas such as argon), and a filler metal is normally used, though some welds, known as autogenous welds, do not require it. A constant-current welding power supply produces energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.
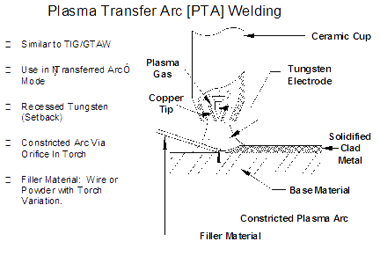
PTA
Plasma Transferred Arc Process PTA derives its unique operating characteristics from the unique torch design. As in TIG welding, the arc is formed between the end of a tungsten electrode and the work piece. However, in the plasma torch, the electrode is positioned behind a copper nozzle with a central orifice. Plasma is present in all arcs. If a constricting orifice is placed around the arc, the amount of ionization, or plasma, is increased. This results in a higher arc temperature and a more concentrated heat pattern than exists in TIG welding. Plasma torch designs exist for various applications like cutting, welding, hard facing, cladding, spraying, melting, heating etc. This article discusses the use of a special adaptation of the plasma welding torch for hard facing.
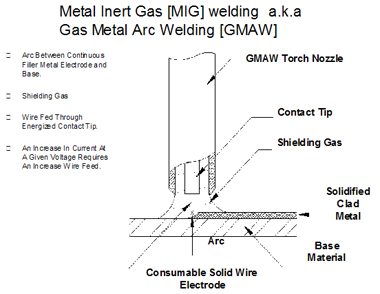
MIG
Metal Inert Gas welding a.k.a. Gas Metal Arc Welding [GMAW] is a welding method, which the arc is generated between the filler metal electrode and the base material. This filler metal wire feed through an inert gas shielding nozzle through an electrical contact tip and arc sprayed onto the surface.
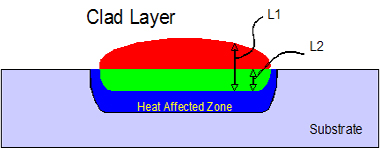
Dilution
Dilution is the measure of the amount of intermixing with the substrate of the clad or overlay materials. It is usually measured in a percent based on a visual inspection of the ratio of clad material above the original surface and the portion of the clad that is below the original surface of the substrate [L1/L2]. This can be a ratio of volumes or areas.
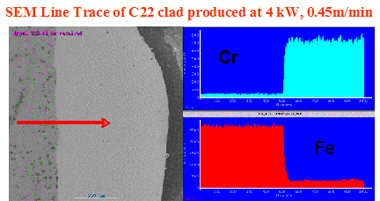
A more precise measure of dilution utilizes a Scanning Electron Microscope [SEM]. This method measures the amount of alloying or mixing of the substrate with the clad. This is a much more accurate and a much better indicator or the chemical corrosion resistance of the clad substrate. See below of a laser clad Cr alloy onto a mild steel substrate.
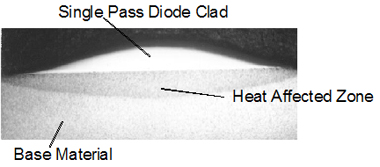
HAZ – Heat Affects Zone
The heat Affect zone is the zone of base materials which has been heated up above a critical temperature such that there is a change in the material properties of the that particular zone or region.